摘要:本文對紫外激光切割PI覆蓋膜的基本原理進行介紹,并對材料碳化的原因進行分析,分別對單個脈沖以及多個脈沖疊加作用于PI薄膜的實驗結(jié)果進行分析,通過參數(shù)的優(yōu)化,在保證切割效率的同時,獲得無碳化的切割質(zhì)量。結(jié)果顯示:PI發(fā)生碳化的前提條件是單個激光脈沖產(chǎn)生足夠的熱效應,而多個脈沖疊加所產(chǎn)生的熱積累是PI碳化的最終原因,因此,在保持較高切割效率的同時,為獲得較高的邊緣切割質(zhì)量,需采用振鏡高速多次掃描來完成材料的切割。
1引言
柔性線路板(Flexible Printed Circuit,FPC)覆蓋膜,主要成分為聚酰亞胺(Polyimide,PI),通常工業(yè)所使用的PI薄膜借助于粘合劑附著于紙質(zhì)基底(圖1),呈卷狀儲藏,工業(yè)界也稱之為PI覆蓋膜,聚酰亞胺是分子主鏈上含有酰亞胺環(huán)狀結(jié)構(gòu)的耐高溫聚合物,具有優(yōu)異的綜合性能,而耐熱和耐輻射性能在目前工業(yè)化生產(chǎn)的高分子材料中極為突出[1]。高溫下具有突出的介電性能、機械性能、耐輻射性能和耐磨性能,廣泛用于航空、兵器、電子、電器等精密機械方面。自五十年代末發(fā)現(xiàn)了聚酰亞胺優(yōu)良熱穩(wěn)定性和力學性能以來,人們對這類聚合物的研究一直很活躍。然而,難以加工和較高的制造成本卻嚴重限制了它的應用。

圖1 PI覆蓋膜結(jié)構(gòu)示意圖
在FPC中,覆蓋膜的作用如下:
(1)保護銅箔不暴露在空氣中,避免銅箔的氧化;
(2)為后續(xù)的表面處理進行覆蓋,如不需要鍍金的區(qū)域用PI覆蓋起來;
(3)在后續(xù)的表面貼裝工序中,阻焊作用。因此,在工業(yè)生產(chǎn)中要求對覆蓋膜相應的位置進行窗口切割,同時不同電子線路所要求的覆蓋膜切割窗口的尺寸和類型都不一樣。目前FPC覆蓋膜大批量生產(chǎn)所采用的工藝為傳統(tǒng)沖壓方法,該工藝存在精度低、耗費人力物力,且加工環(huán)境粉塵和噪音污染較大等問題。
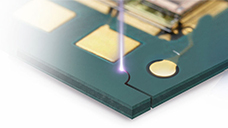
近些年來,隨著激光技術(shù)的不斷發(fā)展,采用全固態(tài)紫外激光器切割FPC覆蓋膜逐漸成為主流,生產(chǎn)規(guī)模也逐年擴大。盡管如此,業(yè)內(nèi)在采用激光加工FPC覆蓋膜時,若激光器性能存在缺陷或工藝參數(shù)選擇不恰當,極易導致切割邊緣發(fā)生碳化,由于碳具有導電性,會使后續(xù)所制作的電子元器件發(fā)生微短路,產(chǎn)品良率不高。
本項目主要內(nèi)容針對以上問題,采用紫外激光器開發(fā)出更具性價比的激光加工方案來實現(xiàn)覆蓋膜激光加工的規(guī)模化生產(chǎn),通過本項目,客戶可以節(jié)省大量人力成本,實現(xiàn)更高精度的加工,縮短產(chǎn)品生產(chǎn)周期并節(jié)省大量成本。本項目也致力于推動激光在電子行業(yè)中的應用,本工藝將來可取代或改善無法滿足生產(chǎn)需求的工藝。
2基本加工原理
采用納秒激光作用高分子材料時,若光子能量高于材料的某些化學鍵,激光光子可以使材料的化學鍵直接斷裂,產(chǎn)生以光化學作用為主的“冷”加工過程。如圖2所示,在PI的化學鍵結(jié)構(gòu)中,常態(tài)下C-C鍵和C-N鍵的鍵能分別為3.45eV 和3.17eV,而355nm紫外激光的單光子能量為3.49eV,高于常態(tài)下C-C鍵和C-N鍵的鍵能,可直接破壞材料的化學鍵[2],波長越短,光子能量越高,因此,相對于1064nm紅外激光和532nm綠激光,355nm紫外激光更加適合于PI薄膜的切割。

圖2 聯(lián)苯型PI的平面對稱環(huán)狀結(jié)構(gòu)
即便如此,在光子能量高于材料的化學鍵能的同事,若激光能量密度達到材料的熱損傷閾值,其相互作用不僅為光化學過程,還存在光熱轉(zhuǎn)換過程,隨著熱量的產(chǎn)生和積累,材料溫度不斷上升。相關(guān)研究表明[3],當聚酰亞胺溫度高于600℃時,相對于C元素,N和O的比例會不斷減小,這也是紫外激光工藝參數(shù)選擇不當時,PI發(fā)生碳化的原因。因此,本文的目的為在不減小加工效率的前提下盡量降低紫外激光加工過程中產(chǎn)生和積累的熱量,獲得無碳化的加工結(jié)果。
3 實驗材料和裝置
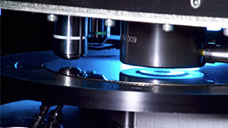
本實驗所采用的PI覆蓋膜厚度為20±2μm,拉伸強度≥160 MPa,熱分解溫度≥500℃。實驗所采用的激光加工系統(tǒng)為激光應用實驗室自主搭建的微加工實驗平臺,如圖3所示,該加工系統(tǒng)主要包括355nm全固態(tài)紫外激光器、光束變換系統(tǒng)、振鏡掃描系統(tǒng)和真空吸附平臺,激光器的最高功率為15W。實驗檢測設備為電子掃描顯微鏡(SEM)和奧利巴斯BX51光學顯微鏡。

圖3 激光加工系統(tǒng)示意圖
4 實驗結(jié)果
當采用脈沖激光進行切割時,任何實驗結(jié)果都是多個脈沖的疊加,因此,為優(yōu)化多個激光脈沖疊加進行切割的實驗結(jié)果,必須先研究單個激光脈沖對材料的作用。如圖4所示,為單個激光脈沖作用深度隨激光能量密度增加的變化曲線,由于實驗所涉及的能量密度主要集中在1~100 J/cm2,為兼顧對高能量密度的實驗結(jié)果進行研究,橫坐標以指數(shù)形式進行表示,結(jié)果顯示刻蝕深度HPI(μm)隨激光能量密度E(J/cm2)的上升呈線性趨勢增長,除此以外,當激光能量密度較低時(1.13J/cm2),激光作用區(qū)域無任何熔渣和熱變形(圖5),此時僅發(fā)生了光化學作用,而激光能量密度增加到單個脈沖便可穿透材料時,激光作用區(qū)域邊緣發(fā)生明顯的熱變形,這說明了由于激光能量密度較高,光熱作用的比重較大。相關(guān)研究表明,當激光能量密度大于38.94J/cm2時,光熱作用占主導地位,且能量密度越高比重越大[4]。

圖4能量密度對單脈沖刻蝕深度的影響

圖5 單個激光脈沖燒蝕PI薄膜SEM圖片:(a)1.13J/cm2,(b)194.8J/cm2
以上實驗結(jié)果雖然顯示激光能量密度的升高直接導致了熱效應的產(chǎn)生,但在單個激光脈沖作用的過程中,即使能量密度高到足以穿透材料的程度,也觀察不到材料發(fā)生明顯的碳化,因此覆蓋膜實際生產(chǎn)中的碳化是由多個激光脈沖疊加所導致的。如圖6所示,當激光功率為3W時,掃描速度為100mm/s時,由于相鄰光斑間的距離過低導致所積累的熱量達到材料的碳化閾值,切割邊緣發(fā)生明顯的碳化,隨著振鏡掃描速度的增加,切縫不斷變窄,切割邊緣的熱影響區(qū)和熱變形的尺寸也逐漸減小,此時,由于掃描速度較高,單次掃描切割深度較淺,需進行多次掃描方可完成材料的切割。因此,在采用紫外激光切割機切割PI覆蓋膜時,為獲得較高的邊緣切割質(zhì)量,需采用振鏡高速多次掃描來完成材料的切割。

圖6 不同掃描速度下激光切割PI顯微圖片
上述結(jié)果顯示,當采用紫外激光器對PI覆蓋膜進行切割時,通過重復頻率和掃描速度的優(yōu)化,可以獲得無碳化的高效率切割,由此本項目通過對不同功率下的實驗參數(shù)進行優(yōu)化,獲得如下結(jié)果,圖7顯示隨著激光功率的增加PI覆蓋膜的切割效率不斷變大,當功率為12W時可以獲得500mm/s的加工效率。

圖7 激光輸出功率對加工效率的影響
5 小結(jié)
本文介紹了紫外激光切割覆蓋膜的基本原理和優(yōu)勢,對材料碳化的原因進行分析,通過自主研發(fā)的高性能紫外激光器分別對PI加工過程中單個激光脈沖及多個脈沖疊加的結(jié)果進行研究和分析,結(jié)果表明:PI發(fā)生碳化的前提條件是單個激光脈沖產(chǎn)生足夠的熱效應,而多個脈沖疊加所產(chǎn)生的熱積累是PI碳化的最終原因,因此,在保持較高切割效率的同時,為獲得較高的邊緣切割質(zhì)量,需采用振鏡高速多次掃描來完成材料的切割。
推薦設備:微精密UV紫外激光切割機